ЛЖгРДЕНХЩЭІПЦММЪЕвЕгаЯоЙЋЫОЙйЭјЃЁ www.tribezaevents.com
 English
EnglishЙњМвИпаТІюММЪѕЦѓвЕ
ШЋЧђГЌ1000МвгУЛЇЕФгІгУЪЕР§
ЕкШ§ЗНШЈЭўЛњЙЙМьВтШЯжЄ
КЯЁэзїзЩбЏзЈЯпЃК135-8686-7057
змЛњзЩбЏШШЯпЃК0574-86168681
ЙњМвИпаТІюММЪѕЦѓвЕ
ШЋЧђГЌ1000МвгУЛЇЕФгІгУЪЕР§
ЕкШ§ЗНШЈЭўЛњЙЙМьВтШЯжЄ
КЯЁэзїзЩбЏзЈЯпЃК135-8686-7057
змЛњзЩбЏШШЯпЃК0574-86168681


 СЊЯЕЗНЪН
СЊЯЕЗНЪН
змВПЁізмЛњШШЯпЃК0574-86168681
КЯзїзЩбЏЁўзЈЯпЃК135-8686-7057
гЪЯфЃКinfo@pting-tech.com
ЙЋЫОзмВПЃКеуНЪЁФўЁНВЈЪаДШЯЊБѕКЃОМУПЊЗЂЧј Н№КЃББШ§ТЗ2КХ
ББТибаЈLЗЂЛљЕиЃКеуНЪЁФўВЈЪаББТиЧјаЁИлНжЕРНЊМвсЎЙЄвЕЧј21КХ

ХчЩАЃЈЭшЃЉЙЄвеЃКХчЩАЃЈЭшЃЉЪЧвЛжжЛњаЕЪНБэУцЧАДІРэЗНЗЈЃЌРћгУИпЫйЩАСїЕФГхЛїзїгУЧхРэКЭДжЛЏЛљЬхБэУцЕФЙ§ ГЬЁЃВЩгУбЙЫѕПеЦјЮЊЖЏСІЃЌвдаЮГЩИпЫйХчЩфЪјНЋФЅСЯЃЈН№ИеЩАЁЂЬњЩАЁЂВЛатИжЩАЛђИїжжаЮзДЈгыВФжЪ ЕФФЅСЯЃЉИпЫйХчЩфЕНЙЄМўБэУцЃЌЪЙЙЄМўБэУцЕФЭтБэУцаЮзДЗЂЩњБфЛЏЃЌгЩФЅСЯЖдЙЄМўБэУцЁшЕФГхЛїЁЂЧа ЯїКЭбаФЅЃЌЪЙЙЄМўЕФБэУцЛёЕУвЛЖЈЕФЧхНрЖШКЭВЛЭЌЕФЁяДжВкЖШЃЌдіДѓСЫЙЄМўБэУцЛ§ЃЌЪЙЈЙЄМўБэУцЕФЛњ аЕадЁЦФмЕУЕНИФЩЦЃЌЭЌЪБвВЬсИпСЫЙЄМўЕФПЙЦЃРЭадЃЌдіМгСЫЙЄМўКѓДІРэЭПВужЎМфЃРЕФИНзХСІЃЌбгГЄСЫЭП ФЄЕФФЭОУадЃЌвВгаРћгкЭПСЯЕФСїЦНКЭзАЪЮадаЇЙћЬсЩ§ЁЃ ЛњаЕЪНБэУцЧАДІРэвЛХчЩАЃЈЭшЃЉЁЂХзЭшЛљДЁдРэ: ЁљбЙЫЭЪНЁЂКчЮќЪНЁЂвКЬхХчЩАЃЈЭшЃЉвдбЙЫѕПеЦјЮЊжївЊЖЏСІЃЌВњЩњФЅСЯЩфСїЁЃЁљХзЭшвдЕчЛњДјЖЏвЖЦЌВњЩњРыаФЖЏСІЃЌВњЩњФЅСЯЪјСїЁЃ ХчЩАЃЈЭшЃЉЁЂХзЭшЙЄвеФПЕФЃК1ЁЂЪЙІЮЙЄМўБэУцВњЩњДжВкЖШЃКЙЄМўБэУцЛсвђВЛЭЌЕФФЅСЯСЃЖШВњЩњВЛЭЌжЕЕФВкЁгДжЖШRa,БэУцЛ§ЛсдіДѓ ЭЈЙ§ДжВкЖШвЧВтСПЛёЕУЁјRaЪ§жЕЁЃ2ЁЂЪЙЙЄМўБэУцаЮГЩЧхНрЖШЃКШЅГ§СЫЙЄМўЁЉБэУцЕФдгжЪЃЌатЃЌИЁгЭЁЂбѕЛЏЦЄЃЌУЋБпЕШЁЃЧхРэЕШМЖЮЊЃК $2 1-3МЖЭЈЙ§1$08501-3БъзМЁўЖдБШЭМЦЌЛёЕУЕШМЖжЕЁЃвдЩЯ2ИіЙЄвеНсЙћДжВкЖШRaЧхНрЖШSaжївЊЗўЮёЙЄМўЭПзАЃЈХчЭПЛђЕчЖЦЕШЃЉЃЌЭПНКЧАДІРэИНзХСІжЎЙЄвевЊЧѓЃЌЛђЙЄМўБэУцзАЪЮадвЊЧѓЁЃ3ЁЂХчЭшЧПЛЏЃКЧњжсЁЂКНПеГнТжЁЂЕЏЛЩЕШСуМўЭЈЙ§ХчЭшЧПЁтЛЏЪЧвЛИіЬиЪтЕФРфзіМгЙЄЙ§ГЬЃЌЪЧЭЈЙ§ЕЏЭш СїВЛЖЯЕиГхЛїН№ЪєВФСЯБэВуВЂЪЙБэВу(0. 1~0. 8mm)ВФСЯЗЂЩњЈшбЛЗЫмадБфаЮЃЌДгЖјаЮГЩБфаЮЧПЛЏЕФ Й§ГЬЁЃЭЈЙ§ХчЭшбЛЗЫмадБфаЮЃЌЦфВФСЯЕФзщЈжЏНсЙЙЗЂЩњБфЛЏЁЂбЧОЇСЃМЋДѓЯИЛЏЃЌЮЛЈДэУмЖШдіИпЃЌОЇ ИёЛћБфдіДѓЃЛаЮГЩКмИпЕФЁгКъЙлВЮгыгІСІЃЌБэУцДжВкЖШКЭБэУцаЮУВвВЁ§ЖМЗЂЩњБфЛЏЁЃВФСЯБэВуЗЂЩњИїжж БфЛЏЃЌНЋУїЯдЕиЬсИпЁтВФСЯЕФПЙЦЃРЭКЭгІСІИЏЪДадФмЃЌЪЙВФСЯБэУцадФмЕУЕНЧПЛЏЁЃгАЯьХчЩАЙЄвеаЇЙћЕФвђЫиЃК1ЁЂФЅСЯЃКЗжЮЊН№ЪєФЅСЯгыЗЧН№ЪєФЅСЯЃЌВЛЭЌЕФСЃЖШЁЂаЮзДЁЂВФжЪЁЂгВЖШЛсВњЩњВЛЭЌЕФаЮзДЕФДжВкЖШ гыЧаЯїСІЃЌВњЩњВЛЭЌЕФДжВкЖШжЕгыЧхНрЖШжЕЃЛ2ЁЂПеЦјбЙСІгыСїСПЃКбЙСІгыСїСПдНДѓЃЌХчЩАаЇТЪЈдНИпЃЌдНОљдШЃЛ3ЁЂХчЩфНЧЖШгыОрРыЃКЮќШыЪНХчЩфзюІЗМбОрРы150mm,бЙШыЪНХчЩфзюМбОрРы300mmЃЛРэЯыЈНЧЖШЮЊ45ЖШЃЛ4ЁЂХчЩфЗНЪНЃКбЙШыЪН/КчЮќЪН/ЁЃЭЌЕШКФЦјЁЉСПгыХчзьПкОЖЃЌбЙШыЪНЕФаЇТЪДѓдМЪЧЮќШыЪНЕФ1БЖвдЩЯЁЃЧсЁѕЙЄВњЦЗжиЙЄВњЦЗ
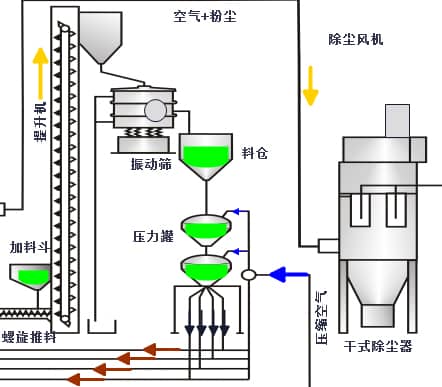
ДгЯТУцХчЭшЛњгыХзЭшЛњЕФЭшСЯбЛЗСїГЬЭМЃЌПЩвдПДГіЃЌХчЭшЛњгыХзЭшЛњдкЩшБИХфжУЩЯЃЌЙВЭЌОпгаХчЭшЪв/ХзЭшЪвЁЂСуМўдЫЖЏЯЕЭГЁЂЭшСЯЛиЪеЯЕЭГЁЂЭшСЯЗжРыЯЕЭГЁЂЭшСЯДцДЂЯЕЭГЁЂЛЗБЃГ§ГОЯЕЭГМАЕчЦјПижЦЯЕЭГЕШЛљДЁХфжУЃЌВЛЭЌжЎДІдкгкЃКЃЈ1ЃЉЖЏСІЪфГіХзЭшЛњЭЈЙ§ХзЭшЦїа§зЊЄзЕФЛњаЕРыаФСІНЋЭшСЯХчЩфдкВњЦЗЩЯЃЛХчЭшЛњЭЈЙ§бЙСІЙоЕФПеЦјбЙЫѕЃЌЪЙЭшСЯПьЫйХчЩфдкВњЦЗЁћЩЯЃЛЃЈ2ЃЉХчЭшСїСПХзЈЭшЦїОпгавЛИівЖТжЁЂ8ЦЌвЖЦЌЁЂ1ИіЖЈЯђЬзЁЂ1ИіЗжЭшТжЃЌХзГіЕФЭшЈСЯСїСППЩДя150kg/minЃЛХчЭшЛњЭЈЙ§ХчзьХчГіЭшСЯЃЌгЩЈwгкХчзьПкОЖЕФЯожЦЃЌХчГіЕФЭшСЯСїСПНіПЩДя15kg/minЃЛ(a)ХзЭшЛњЭшЈСЯбЛЗСїГЬ(b)ХчЭшЛњЭшСЯбЛЗСїГЬЃЈ3ЃЉЛиЪеЗНЪНгЩгкЭшСЯСїСПЕФОоДѓВюОрЃЌХзЭшЛњЭЈГЃВЩгУЭЦСЯТна§КЭЬсЩ§ЛњНсКЯЕФЗНЪНЃЌНЋЭшСЯПьЫйЛиЪеЃЛХчЭшЛњИљОнВњЦЗМАЙЄвеЕФВЛЭЌЃЌЛЙПЩВЩгУЪЪКЯгкаЁСїСПЃЌЧвЛиЪеИќГЙЕзЕФКчЮќЪНЗчСІЛиЪеЕФЗНЪНЁЃЃЈ4ЃЉаЇТЪгыГЩБОХчЭшЛњХзЭшЛњЭшСЯСїСПЕЭИпЕЅДЮДІРэЙЄМўЪ§СПЩйЖрЩњВњНкЁИХФТ§ПьБИМўСПЩйЖрзлКЯГЩБОИпЕЭВЮЪ§ПижЦЁИХчЭшЧПЖШЁЂХчЭшЮЛжУОЋШЗПижЦХчЭшЮЛжУЮоЗЈОЋШЗПижЦЕЅДгГЩБОгыЩњВњаЇТЪЁЛПДЃЌХзЭшЛњОпгагХЪЦЈЁЃЃЈБИзЂЃКвдЩЯНсЙћНіЛљгкХчЭшЛњгыХзЭшЛњЕФБШНЯЃЉЃЈ5ЃЉгІгУСьгђХзЭшЛњгыХчЭшЁэЛњЖМгІгУгкЙЄГЬЛњаЕЁЂЗчЕчЁЂЦћГЕЁЂДЌВАЕШСьгђЃЌЕЋЯрБШЁљгкХзЭшЛњЃЌХчЭшЛњгІгУСьгђИќЙуЃЌИќЪЪгУгквЛаЉаТаЫСьгђЃКЁё КНПеКНЬьЁовЕЃЌЗЂЖЏЛњВПМўЁрЃЈвЖЦЌ+вЖТжХЬЃЉЁЂЗЩЛњНсЙЙМўЁЂЗЩЛњУЩЦЄХчЈЭшГЩаЭЁЂЗЩЛњЦ№ТфМмЕШЃЛЁё вНСЦгыШЫЬхжВШыЮяЃЛЁё ЛњЦїШЫСьгђЃЌШсТжЕШЁЃ

бљЦЗГнТжгЩБъзМНсЙЙИж18CrNiMo7жЦГЩЃЌОЙ§ЛњаЕДІРэКѓЃЌдйЪЙгУШ§жжЁ§ГЃгУЕФШШДІРэЗНЗЈЖдДЫРрСуМўНјааНјвЛВНМгЙЄЃКЩјЬМЃЈCЃЉЁЂЕЊЛЏЃЈNЃЉКЭЬМЕЊЙВЩјЈ|ЃЈNCЃЉЁЃШШДІРэКѓЃЌГнТжНјааХчЭшДІРэЁЃЮвУЧбЁдёСЫРфЁЧХчЭшКЭЁАШШЁБХчЭшЙЄвеЃЌКѓепдкИпЮТЯТНјааЁаЁЃЁАШШЁБХчЭшДІРэЕФФПЕФЪЧОЁПЩФмЕиЗтБеБэУцЩЯЕФЮЂСбЮЦЃЌВЂдкОЁПЩФмЩюЕФБэУцЛёЕУИќКУЕФГнТжЮЂгВЖШЁЃЪдбщЙ§ГЬжабЁгУСЫСНжжЕЏЭшЃКS110КЭS330ЁЃЛљДЁХчЭшДІРэКѓЃЌФГаЉбљЦЗЪЙгУИќЯИЕФЕЏЭшZ150ЬеДЩжщНјаадйХчЭшДІРэЁЃМгЙЄЭъГЩКѓЃЌЖдГнТжНјааН№ЯрЗжЮіЃЌвдВтСПСНжжВЛЭЌКЩдиЫЎЦНЯТГнТжЕФЯдЮЂгВЖШМАЦфгРОУЖЏЬЌЧПЖШЁЃвЛЁЂХчЭшЙЄвебЁдёвдЯТЕЏЭшНјааХчІЦЭшДІРэЃКИжЭшS110ЁЂИжЭшS330КЭЬеДЩЭшZ150ЁЃКѓепгУгкдйХчЭшЁЃЭЈЙ§ЕїећХчЈзьЯрЖдгкГнТжЕФНЧЖШЃЌЮвУЧЛёЕУСЫГнИљКЭГнЁЩЖЅЕФМбЦНКтЧПЖШЁЃдк180ЁцЯТЖдЩјЬМГнТжМАдк320ЁцЯТЖдЕЊЛЏЁЛГнТжЭЌЪБНјааСЫИпЮТЃЈHTЃЉЯТЕФХчЭшДІРэЁЃШЛЖјЃЌЬМЕЊЙВЩјГнТжУЛгадкИпЮТЯТМгЙЄЃЌвђЮЊетЛсЕжЯћжЎЧАШШДІРэЕФзїгУЁЃЖўЁЂХчЭшЧПЖШЮвУЧОіЖЈеыЖдВЛЭЌЕФЕЏЭшбЁдёВЛЭЌЕФХчЭшЧПЖШЃЌВЂОЁХЌСІЕїећГнТжЕФГнИљКЭГнУцЧПЖШЁЃРфХчЭшКЭЁИШШХчЭшЙЄвеЕФЧПЖШНсЙћЪЧЯрЭЌЕФЁЃЯТБэЯдЪОСЫГнТжИїВПЗждкВЛЭЌЕЏЭшДІРэКѓЕФЧПЖШжЕЁЃВЛЭЌЕЏЭшЯТЕФХчЭшЧПЖШ ЕЏЭшS110S230Z150ГнТжСуМўГнУцГнИљГнУцГнИљГнУцГнИљЧПЖШ007A007A017A014A011N011NШ§ЁЂВтЪдКЭВтСПЖЏЬЌЧПЖШВтЪдЪЧдквЛЬЈзЈгУІюЛњЦїЩЯНјааЕФЃЌЦфжаЖдГнУцЪЉМгСНжжВЛЭЌЕФНЛБфКЩдиЁЃКЩдиЦЕТЪЮЊ15 HzЃЌСІИїВЛІиЁЁЯрЭЌЁаЁЁЃКЕквЛзЊ34 kNЃЌЕкЖўзЊ40 kNЁЃВтЪдЦкМфГнТжМаГжЗНЪНМАКЩдиХчЭшДІРэКѓЃЌЖдУПИіШШДІРэКЭХчЭшІиЁЁДІРэЗНЗЈзщКЯНјааГнУцЯдЮЂгВЖШВтСПЁЃетгажњгкШЗЁЦЖЈХчЭшДІРэЖдГнУцБэУцЩюЖШЕФгАЁяЯьвдМАЁАШШЁБХчЭшДІРэЕФгАЯьЁЃЛЙШЗЖЈСЫЪЙгУИќЯИЕФЕЏЭшдйХчЭшЕФаЇЙћЁЃЩјЬМГнТжЫцЩюЖШБфЛЏЕФгВЖШЗжВМЃЈHTЈCШШХчЭшЃЉНсЙћБэУїЃЌДЋЭГХчЭшДІРэПЩЪЙВФСЯгВЖШЯрЖдгкВЮПМГнТждіМгдМ80ЈC100 HVЁЃетжжВювьЫцзХгыБэУцОрРыЕФдіМгЖјМѕаЁЁЃДгВФСЯБэУцВтСПЃЌзїгУЩюЖШЮЊ1ЈC1.2 mmЁЃСэвЛЗНУцЃЌЁАШШЁБХчЭшДІРэЕМжТгВЖШНЕЕЭдМ50 HVЁЃЖдгкЬМЕЊЙВЩјГнТжЃЌХчЭшДІРэЁЛПЩЪЙВФСЯгВЖШдіМгдМ100 HVЃЌВЂЧвЫцЁЛзХгыГнУцОрРыЕФдіМгЃЌетжжгАЯьМѕаЁЁЃИУЙЄвеЕФаЇЙћЩјЭИЕНВФСЯжаЁїдМ0.3 mmЩюЁЃЖдгкІЦЕЊЛЏГнТжЃЌМьВтЕНЯрЭЌЕФгВЖШдіМгФЃЪНЁЃХчЭшДІРэЕФаЇЙћНіЩјЭИЕНГнТжГнУцжа 0.25 КСУзЩюДІЁЃЫФЁЂЖЏЬЌГнИљЧПЖШЪдЁгбщ4.1 ЩјЬМГнТжРфХчЭшЙЄвеЖдЩјЬМГнТжЖЏЬЌГнИљЧПЖШЕФгАЯьШчЯТЭМЫљЪОЁЃРфХчЭшДІРэЖдЩјЬМГнТжЖЏЬЌГнИљЧПЖШЕФгАЯьШчЭМжаЫљЪОЃЌГ§S110+Z150зщКЯЭтЕФЫљгаХчЭшЗНЗЈЖМЛсЕМжТЩјЬМГнТжЕФЖЏЬЌІчГнИљЧПЖШНЕЕЭ10ЈC50%ЁЃдкS110+Z150ХчЭшДІРэЕФЁдЧщПіЯТЃЌгыгУзїВЮПМЕФЩјЬМГнТжЯрЁљБШЃЌНЯИпКЩдиЫЎЦНЯТЕФГнИљЧПЖШНЕЕЭЃЌЕЋСэвЛЗНУцЃЌетжжДІРэБэУїдкНЯЕЭКЩдиЫЎЦНЯТЕФЕжПЙСІЯдзХЬсЈyИпЃЌЦфжаГнУцПЩвдГаЪм >300,000 ДЮКЩдидибЛЗЖјВЛЛсЖЯСбЁЃдкЁАШШЁБХчЭшІчДІРэЕФЧщПіЯТЃЌЫљгаШ§жжВйзїЖМЛсЕМжТЩјЬМГнТжЕФЖЏЬЌГнИљЧПЖШНЕЕЭ30ЈC50%ЃЈЯТЭМЃЉЃЌЪЙгУИжжщКЭЬеДЩжщЃЈHT-S110+Z150ЃЉЕФзщКЯНјааЁАШШЁБХчЭшДІРэЃЌдйДЮГЩІЦЁЁЮЊНгНќВЮПМЩјЬМГнТжЕФЗНЗЈЁЃШШХчЭшЖдЩјЬМГнТжЖЏЬЌГнИљЧПЖШЕФгАЯь4.2 ЬМЕЊЙВЩјГнТжЖдгкЬМЕЊЙВЩјГнТжЃЌЪЙгУS330КЭS110+Z150НјааХчЭшДІРэПЩЬсИпГнИљЧПЖШЃЌгШЦфЪЧЪЙгУИжжщКЭЬеДЩжщS110+Z150ЕФзщКЯЁЃS110+Z150ХчЭшДІРэдкСНжж/гІСІ/КЩди/ЫЎЦНЯТЖМФмЪЙЖЏЬЌИљВПЧПЖШЬсИпМИБЖЃЌЖјS330ХчЭшДІРэЕФЖЏЬЌИљВПЧПЖШЬсИпдМ30%ЃЈЯТЭМЃЉЁЃРфХчЭшДІРэЖдЬМЕЊЙВЩјГнТжЖЏЬЌГнИљЧПЖШЕФгАЯь4.3 ЕЊЛЏГнТжЖдгкЕЊЛЏГнТжЃЌЫљгаРфХчЭшДІРэЖдЖЏЬЌГнИљЧПЁЧЖШЖМгаЛ§МЋгАЯьЁЃдкЪЙгУИжжщКЭЬеДЩЁЧжщЃЈS110+Z150КЭS330+Z150ЃЉзщКЯЕФДІРэжаЙлВьЕНЕФгАЯьЃЌЦфжаКѓепЕФзщКЯгШЁЉЦфЯджјЕиЬсИпСЫНЯЕЭКЩдиЯТЕФЖЏЬЌИљВПІЗЧПЖШЁЃЁАШШЁБХчЭшДІРэвВЬсИпСЫЕЊЛЏГнТжЕФЖЏЬЌГнИљЧПЖШЃЌжївЊЪЧдкНЯЕЭЈЕФКЩдиЫЎЦНЯТЁЃЬсИпЗљЖШДг30-40%ЕНГЌЙ§ЮхБЖЁЃЪЙгУИжКЭЬеДЩжщ HT-S110+Z150 ЕФзщКЯдйДЮЪЕЯжСЫЯдзХЕФЬсИпЁЃРфХчЭшДІРэЖдЕЊЛЏГнТжЖЏЬЌГнИљЧПЖШЕФгАЯьЁАШШЁБХчЭшЧПЛЏЖдЕЊЛЏГнТжЖЏЬЌГнИљЧПЖШЕФгАЯьЮхЁЂНсТлЁё ХчЭшДІРэдіМгСЫГнТжБэВуЕФгВЖШЃЌетЪЪгУгкЫљгаШ§ЉIЁЁжжШШДІРэЗНЗЈЁЃдкОЙ§ S330 КЭ S330+Z150 ДІРэЕФГнТжжаЙлВьЕНИпгВЖШВтСПжЕЃЌЦфДЮЪЧ S110 КЭ S110+Z150ЁЃЖдгкЩјЬМЁОГнТжЃЌЁАШШЁБХчЭшНЕЕЭСЫГнТжЕФБэУцгВЖШЃЛШЛЖјЃЌдкЕЊЈЛЏГнТжжаЃЌЫќШЗЪЕдіМгСЫБэУцгВЖШЃЌЕЋГЬЖШЕЭгкРфХчЭшДІРэЁЃЁё ГнТжЖЏЈyЬЌГнИљЧПЖШЕФБШНЯБэУїЃЌдкЩјЬМГнТжжаЙлВьЕНЕФЧПЈЖШИпЃЌЦфДЮЪЧЬМЕЊЙВЩјЈ}ГнТжЃЌЖјЕЊЛЏГнТжЕФЖЏЬЌЧПЖШНіЮЊЩјЬМГнТжЕФЪЎЗжжЎвЛЁЃСэвЛЗНУцЃЌЖдгкЩјЬМГнТжЃЌЫљгаКѓајРфХчЭшДІРэЃЈS110+Z150Г§ЭтЃЉЖМЛсЕМжТЖЏЬЌГнИљЧПЖШНЕЕЭЖрДя50%ЁЃШЛЖјЃЌS110+Z150ДІРэвбБЛжЄУїПЩвддкНЯЕЭКЩдиЫЎЦНЯТЬсЙЉЯджјИФЩЦЕФГнИљЧПЖШЃЌЬиБ№ЪЧвђЮЊГнУцПЩвдГаЪмГЌЙ§300000ДЮКЩдибЛЗЖјВЛЛсЖЯСбЁЃЭЈЙ§ЁАШШЁБХчЭшДІРэЃЌЖЏЬЌИљВПЧПЖШНЕЕЭСЫСНБЖЁЃЁё ЖдгкЬМЕЊЙВЩјГнТжЃЌS110+Z150КЭS330ХчЭшДІРэЙЄвеЬсИпСЫГнИљЧПЖШЃЌЬиБ№ЪЧдкЪЙгУИжжщКЭЬеДЩжщЕФзщКЯЪБЃЌвбОЙлВьЕНСЫЁїМИБЖЕФЬсИпЁЃЦфЫћХчЭшВйзїЖдГнТжЕФЖЏЬЌГнИљЧПЖШгаИКЁїУцгАЯьЃЌЦфНЕЕЭЗљЖШИпДя35%ЁЃЁё ЯрБШжЎЯТЃЌЩјЕЊЈГнТжЩЯЕФЫљгаХчЭшВйзїЃЈРфХчЭшКЭШШХчЭшЃЉЖМДѓДѓЬсИпСЫГнТжЕФЖЏЬЌГнИљЧПЖШЁЃЭЌбљЃЌИжжщЁЩДІРэЕФгАЯьДѓЃЌЦфДЮЪЧЬеДЩжщS110+Z150КЭS330+Z150ЁЃЁё ИљОнНсЙћЃЌПЩвдЕУГіНсТлЃЌДІРэбЁдёЪЧЪЙгУИжКЭЬеДЩжщЃЈS110+Z150ЃЉЕФРфХчЭшДІРэзщКЯЃЌЮоТлВЩгУКЮжжШШЛЏбЇДІРэЃЌЖМПЩвдЬсИпГнТжЕФЖЏЬЌГнИљЧПЖШЁЃСэвЛЗНУцЃЌХчЭшЧПЛЏЙЄвеЖдЬсИпЕЊЛЏГнТжГнИљЧПЖШЕФгАЯьДѓЃЌЖјдкЩјЬМКЭЬМЕЊЙВЩјГнТжЕФЧщПіЯТЃЌетжжаЇЙћдкКмДѓГЬЖШЩЯЪЧИКУцЕФЁЃетБэУїЃЌШШДІРэЛђШШЛЏбЇДІРэКѓЕФБэУцВудНБЁЁЂдНгВЃЌХчЭшДІРэЙ§ГЬШЁЕУЕФЛ§МЋаЇЁдЙћОЭдНДѓЁЃ
вЛЁЂНсЙЙзщЁбГЩВПЗжФПЧАЃЌвЛЬЈГЩЪьЕФХзЭшЛњЩшБИгЩЃР ЦпДѓЛњаЕЯЕЭГКЭвЛЬзЕчЦјПижЦЯЕЭГзщГЩЁЛЃЌФмЙЛгУгкВЛЭЌРрЁэаЭСуМўЕФБэУцХзЭшЧПЛЏЛђепЧхРэЁЃЦфгХЪЦдкгкЃЌаЇТЪИпЃЌНкХФПьЁЃЩшБИХфЈ}жУЦпДѓЛњаЕЯЕЭГХзЭшЪвСуМўдЫЖЏЯЕЭГЭшСЯЛиЪеЯЕЭГЭшСЯЗжРыЯЕЭГЭшСЯДцДЂЯЕЭГХзЭшЦїЛЗБЃГ§ГОЯЕЭГвЛЬзЁЬЕчЦјПижЦЯЕЭГЕчЦјгВМўВПЗж/ЕчЦјШэМўВПЗж1.1 ЦпДѓЛњаЕЯЕЭГЃЈ1ЃЉХзЭшЪвХзЭшЪвВЩгУPEENTECHЖРгаЙЄвеММЪѕжЦдьЃЌУЬИжНсЙЙЭтПЧЃЌећЬхКИНгЃЌФкГФФЭФЅПьНгЗРЛЄАхЃЌећЁОЛњЪйУќЬсИпЃЌЧввзгкЮЌЛЄЁЃЃЈ2ЃЉСуМўЁОдЫЖЏЯЕЭГеыЖдСуМўЕФаЮзДЁЂГпДчДѓаЁМАжиСПЃЌСуМўдЫЖЏЯЕЭГЗжЮЊЗзЊЁЬзЊЬЈЪНЁЂЕЅзЊЬЈЪНЁЂЕѕІиЙвдЫЪфЪНЁЂЙѕЕР/ЭјДј/ЦЄДјЭЈЙ§ЪНЁЂЫЋзЊЬЈЪНЁЃИљОнСуМўЕФЙЄвеЁєашЧѓКЭЩњВњНкХФЃЌбЁдёЯргІЕФСуМўдЫЖЏЯЕЭГЁЃЃЈ3ЃЉЭшСЯЛиЪеЯЕЭГЭшСЯЛиЪеЯЕЭГжївЊгУгкХзЭшЙ§ГЬжаЖдЭшСЯНјЈааЛиЪеМАбЛЗРћгУЃЌЗРжЙЭшСЯЖбЛ§гАЯьХзЭшаЇЙћЁЃгЩгкХзЭшЙ§ГЬжаЭшСЯСїСПКмДѓЃЌЭЈГЃВЩгУЬсЩ§ЛњЯЕЭГ+ЭЦСЯТна§ЯЕЭГНсКЯЕФЗНЪННјааЭшСЯЛиЪеЃЌетжжЗНЪНЭшСЯЛиЪеаЇЁїТЪИпЁЃЃЈ4ЃЉЭшСЯЗжРыЯЕЭГЭшСЯЗжРыЯЕЁѓЭГгУгкЖдЛиЪеЕФЈЭшСЯНјааЩИбЁЃЌНЋВЛКЯИёЕФЭшСЯЩИЗжГіШЅЃЌКЯИёЭшСЯНјШыХзЭшЪвбЛЗЪЙгУЁЃЭЈГЃЃЌЭшСЯЗжРыЯЕЈЭГАќКЌвЛМЖЗжбЁЁЂСНМЖЗжбЁвдМАШ§ЁоМЖЗжбЁЁЃИљОнСуМўМгЙЄЪЕМЪашвЊЃЌПЩбЁХфВЛЭЌІюВуМЖЗжбЁзАжУЁЃЗжРызАжУвЛАуАќРЈЃКЂйЗчЁќСІЗжРыЦїЃЛЂка§ЗчЗжРыЦїЃЌгУгкЛиЪеЫщЭшСЯЕФЭшГОЗжРыЃЌНЋЯИаЁЗлГОЫЭШыГ§ІиЁЁГОЯЕЭГЃЛЂлеёЖЏЩИЃЌбЁдёЯргІФПЪ§ЕФЩИЭјЃЌОЋзМЗжРыЭшСЯЁЃЃЈ5ЃЉЭшСЯДцДЂЯЕЭГЭшСЯДцЁ№ДЂЯЕЭГжївЊАќРЈСЯВжЃЌПЩХфжУздЖЏЁ№МгСЯЯЕЭГЃЌСЯЮЛБЈОЏЦїЕШЁЃЃЈ6ЃЉХзЭшЦїPEENMASTERЯЕСаХзЭЗЃЌНсКЯPEENTECHЩшБИздЩэЬиЕуЃЌСПЩэЖЈжЦЃЌОпгаМЋИпЖЏЦНКтадФмЃЌЭъУРЕФЭшСЯЪфГіаЇТЪЃЌКЭЗНБуЕФЮЌЛЄадЁЃХзЁгЭшЦїзщГЩЃК1ИівЖТжЃЛ8ЦЌвЖЦЌЃЛ1ИіЖЈЯђЬзЃЛ1ИіЗжЭшТжЁЃЃЈ7ЃЉЛЗБЃГ§ГОЯЕЭГИљОнЯрЁ§гІЛЗБЃБъзМЃЌГ§ГОЯЕЭГЗжЮЊИЩЪНГ§ГОЦїКЭЪЊЪНЁљГ§ГОЦїЁЃвЛАуЧщПіЯТЃЌЖдгкТСУОКЯІЦН№ЕШвзШМвзБЌВФСЯЃЌЛсбЁдёЪЊЁєЪНГ§ГОЦїЃЈгжГЦЮЊЁАЫЎГ§ГОЦїЁБЃЉЃЌВЂХфжУЗРБЌзАжУЁЃ1.2 вЛЬзЕчЦјПижЦЯЕЭГЕчЦјгВМўВПЗжЃЌжївЊЮЊЕчЦјЙёЃЛЕчЦјШэМўВПЗжЃЌжївЊЮЊЕчЦјВйзїНчУцЃЌИљОнПЭЛЇашЧѓНјааЩшжУЃЌжївЊЗжЮЊЁАжїЛњМрПиЁБЃЌЁАХзЭшМрПиЁБЃЌЁАВЮЪ§ЩшжУЁБЃЌЁАВЮЪ§ПтЁБЃЌЁАЮЌЛЄЬсЪОЁБЃЌЁАвзЫ№МўЬсЪОЁёЁБЃЌЁАБЈОЏЬсЪОЁБМАЁАММЪѕжЇГжЁБЕШЁЃЖўЁЂЭшСЯбЛЗСїГЬ/ХзЭшЙЄзїдРэЩЯЭМЪОР§адЕиЫЕУїСЫЭшСЯдкХзЭшЛњФкЕФбЛЗЙ§ГЬЃЈМДХзЭшЛњЁљЕФЙЄзїдРэЃЉЃЌИУЬЈХзЭшЛњЮЊЖїЬЋLEAPОЕфЛњаЭ-ЗзЊзЊЬЈЪНХзЭшЛњЕФНсЙЙЃЌПЩМћЃЌЭшСЯбЛЗСїГЬЮЊЈvЃКЃЈ1ЃЉЭшЁсСЯЭЈЙ§ХзЭшЦїЃЌХзЩфЕНЁљЙЄМўБэУцЃЌДѓВПЗжжБНгЕєТфжСХзЭшЪвЕзВПЃЌЖјЦЦЫщЕФЮЂаЁЗлГОЭЈЙ§Г§ГОЗчЛњЁЩЮќЈzШыГ§ГОЦїжаЃЛЃЈ2ЃЉЕзВПЭЦСЯТна§НЋЈЭшСЯЪфЫЭжСЬсЩ§ЛњЃЛЃЈ3ЃЉЬсЩ§ЛњНЋЭшСЯЬсЩ§жСЖЅВПЗжбЁЦїЃЌЭшСЯОЙ§ЗжбЁЃЌЗжбЁКѓКЯИёІчЕФЭшСЯНјШыСЯВжЃЌСЯВжХдТЗвЛжЇЭшСЯЙмЕРЕНеёЖЏЩИЃЛЃЈ4ЃЉеёЖЏЩИНЋЙ§ДѓКЭЙ§аЁЕФЭшСЯЩИбЁНјШыЗЯСЯЖЗЃЌКЯИёЭшСЯНјШыЭЦСЯТна§ЃЛЃЈ5ЃЉвдДЫбЛЗЁЃШ§ЁЂгІгУСьгђХзЭшЛњЃЌФПЧАгІгУСьгђКИЧЃКЃЈ1ЃЉЗчЕчСьгђЃЌЗчЕчЃР ГнТжЕШЃЛЃЈ2ЃЉЦћГЕСьгђЃЌБфЫйЯфВПМўЃЈГнТжРрЃЉЁЂаќЙвВПМўЃЈХЄСІСК+Тна§ЕЏЛЩЃЉЁЂКѓЧХЁ§ГнТжЯфЕШЃЛЃЈ3ЃЉДЌВАСьгђЃЌЗЂЖЏЛњСЌИЫЁЂЧњжсЕШЃЛЃЈ4ЃЉЙЄГЬЛњаЕЃЌЭкЛњжЇжиТжЁјТжЬхЁЂжиаЭГнТжЁЂЗЇЬхЁЂИзЬхЕШЃЛ
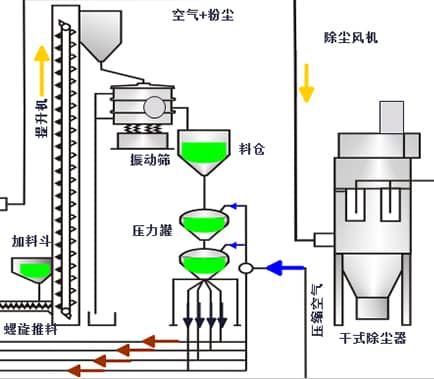
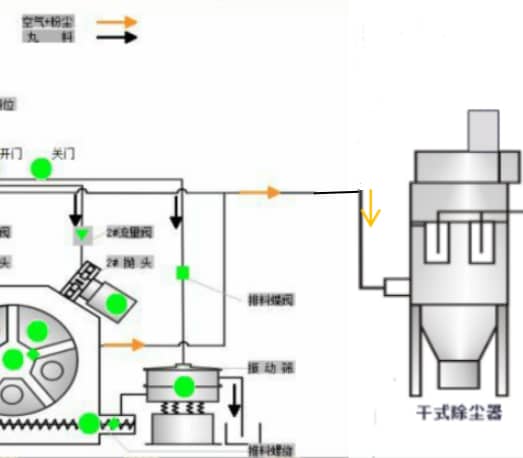
вЛЁЂНсЙЙзщГЩВПЗжФПЧАЃЌвЛЬЈГЩЪьЕФХчЭшЛњЩшБИгЩАЫДѓЛњаЕЯЕЭГКЭвЛЬзЕчЦјПижЦЯЕЭГзщГЩЃЌФм eЙЛгУгкИДдгСуМўЕФБэУцХчЭшЧПЛЏЛђепЧхРэЁЃЩшБИХфжУАЫДѓЛњаЕЯЕЭГХчЭшЪвСуМўдЫЖЏЯЕЭГХчЧЙдЫЖЏЯЕЭГЭшЁЉСЯЛиЪеЯЕЭГЭшСЯЗжРыЯЕЭГЭшСЯДцДЂЯЕЭГХчЭшЁшЗЂЩњЯЕЭГЛЗБЃГ§ГОЯЕЭГвЛЬзЕчЦјПижЦЯЕЭГЕчЦјгВМўВПЗж/ЕчЦјШэМўВПЗж1.1 АЫДѓЛњаЕЯЕЭГЃЈ1ЃЉХчЭшЪвХчЭшЪвВЩгУPEENTECHЖРгаЙЄвеММЪѕЃЌИжНсЙЙДђдьЂйЃЌХчЭшЪвФкећЬхЬљгаЯ№НКЗРЛЄВуЃЌЗРжЙЭшСЯНІЩфЫ№ЩЫЂйЃЌХчЭше§ЩфЧјдкЯ№НКВуЭтСэЭтЙвгаУЬИжЛЄАхЃЌЬсИпЪвЬхЈKЪйУќЁЃЃЈ2ЃЉСуМўдЫЖЏЯЕЭГеыЖдСуЁЦЁЁМўЕФаЮзДЁЂГпДчДѓаЁМАжиСПЃЌСуМўдЫЖЏЯЕЭГИљОнЩЯСЯЗНЪНЗжЮЊвЦЖЏЬЈГЕЪНЁЂЙЄзАЕѕЙвЪфЫЭЪНЁЂЛњЈшЦїШЫЩЯСЯЁЂШЫЙЄЩЯСЯЕШЃЌМАИљОнХчЭшЙ§ГЬжаСуМўдЫЖЏЗНЪНЗжЮЊаааЧзЊЬЈЪНЈЁЂвЁРКЪНЕШЁЃЃЈ3ЃЉХчЧЙдЫЖЏЯЕЭГЯжНзЖЮХчЧЙдЫЖЏЯЕЭГжївЊЗжЮЊЃКСљжсЛњЦїШЫздЖЏЛЏЃЛЕЅжсЛњаЕЪжБлЃЈZжсааГЬПЩЕїНкЃЌХчзьЗНЯђПЩЕїЃЉЃЛХчзьЙЬЖЈЪНЃЛЪжГжХчЧЙЪНЕШЕШЁЃЃЈ4ЃЉЭшСЯЛиЪеЯЕЭГЃЈЕЏЭшЛиЪеЯЕЭГЃЉЭшСЯЛиЪеЯЕЭГжївЊгУгкХчЭшЙ§ГЬжаЖдЭшСЯНјааЛиЪеМАЁтбЛЗРћгУЃЌЗРжЙЭшСЯЖбЛ§гАЯьХчЭшаЇЙћЁЃФПЧАЭшСЯЛиЪеЯЕЭГжївЊАќРЈЗчСІЁПЛиЪеЃЈЭшСЯПХСЃНЯаЁЃЉЃЌМАТна§+ЬсЩ§ЛњЁИНсКЯЪНЛиЪеЃЈЛиЪеаЇТЪИпЃЉЁЃЃЈ5ЃЉЭшСЯЗжРыЯЕЭГЭшСЯЗжРыЯЕЭГгУгкЖдЛиЪеЕФЭшСЯНјааЩИбЁЃЌНЋВЛКЯИёЕФЭшСЯЩИЗжГіШЅЃЌКЯИёЭшСЯНјШыСЯВжЁЃЭЈГЃЃЌИљОнЙЄвеашЧѓЃЌЛсдкЗжбЁЦїЁЂЭшСЯЯнкхЕШЛљДЁЩЯЃЌбЁХфеёЖЏЩИЃЈЛђХдТЗеёЖЏЩИЃЉЬсИпЭшСЯЙ§ТЫЁЃЃЈ6ЃЉЭшСЯДцДЂЯЕЭГЭшСЯДцДЂЯЕЭГжївЊАќРЈСЯВжЃЌПЩХфжУздЖЏМгСЯЯЕЭГЃЌСЯЮЛБЈОЏЦїЕШЁЃЃЈ7ЃЉХчЭшЗЂЉIЁЁЩњЯЕЭГвЛАуЧщПіЯТЃЌХчЭшЗЂЩњЁМЯЕЭГХфжУбЙСІЙоЃЌгУгкХчЭшЧПЛЏЃЛЖј eХчЭшЧхРэЭЈГЃВЛХфжУбЙСІЙоЃЌЪЙгУЦјЖЏХчЩАЁЃЃЈ8ЃЉЛЗБЃГ§ГОЯЕЭГИљОнЯргІ eЛЗБЃБъзМЃЌГ§ГОЯЕЭГЗжЮЊИЩЪНГ§ГОЦї eКЭЪЊЪНГ§ГОЦїЁЃвЛАуЧщПіЯТЃЌЖдгкТСУОКЯН№ЕШвзШМвзБЌВФСЯЃЌЛсбЁдёЪЊЪНЁћГ§ГОЦїЃЈгжГЦЮЊЁАЫЎГ§ГОЦїЁБЃЉЃЌВЂХфжУЗРБЌзАжУЁЃ1.2 вЛЬзЕчЦјПижЦЯЕЭГЕчЦјгВМўВПЗжЃЌжївЊЮЊЕчЦјЙёЃЛЕчЦјШэМўВПЗжЃЌжївЊЮЊЕчЦјВйзїНчУцЃЌИљОнПЭЛЇашЧѓНјааЩшжУЃЌжївЊЗжЮЊЁАжїЛњМрПиЁБЃЌЁАХчЭшМрПиЁБЃЌЁАВЮЪ§ЩшжУЁБЃЌЁАВЮЪ§ПтЁБЃЌЁАЮЌЛЄЬсЪОЁБЃЌЁАвзЫ№МўЬсЪОЁБЃЌЁАБЈОЏЬсЪОЁБМАЁАММЪѕжЇГжЁБЕШЁЃЖўЁЂЭшСЯбЛЗСїГЬ/ХчЭшЙЄзїдРэЩЯЭМЪОР§адЕиЫЕУїСЫЭшСЯдкХчЭшЛњФкЁўЕФбЛЗЙ§ГЬЃЈМДХчЭшЛњЕФЙЄзїдРэЃЉЃЌИУЬЈХчЁНЭшЛњЮЊЖїЬЋLEAPОЕфЛњаЭ-ЗзЊзЊЬЈЪНХчЭшЛњЕФНсЙЙЃЌПЩМћЃЌЭшСЯбЛЗСїГЬЮЊЃКЃЈ1ЃЉЭшСЯЁОзВЛїСуМўКѓЃЌДѓВПЗжжБНгЕєТфжСХчЭшЪвЕзВПЃЌЖјЦЦЫщЕФЮЂаЁЗлЈГОЭЈЙ§Г§ГОЗчЛњЮќШыГ§ГОЦїжаЃЛЃЈ2ЃЉЕзВПТна§вЖЦЌНЋЭшСЯЭЦЖЏжСЬсЩ§ЛњЃЈздЖЏМгСЯЖЗНЋЭшСЯЬэМгжСТна§ЙЙМўжаНјаабЛЗЃЉЃЛЃЈ3ЃЉЬсЩ§ЛњМгЭшСЯЬсЩ§жСЖЅВПЗжбЁЦїЃЌЖјКѓНјШыеёЖЏЩИЃЛЃЈ4ЃЉеёЖЏЩИНЋЙ§ДѓКЭЙ§аЁЕФЭшСЯЩИбЁНјШыЗЯСЯЖЗЃЌКЯИёЭшСЯНјШыСЯВжЃЛЃЈ5ЃЉСЯВжФкЭшСЯЭЈЙ§бЙСІЁшЙоЃЈХчЭшЗЂЩњЯЕЭГЃЉНјШыХчЧЙЁЃШ§ЁЂгІгУСьгђХчЭшЛњЃЌФПЧАгІгУСьгђКИЧЃКЃЈ1ЃЉКНПеКНЬьвЕЃЌЗЂЖЏЛњВПМўЃЈвЖЦЌ+вЖТжХЬЃЉЁЂЗЩЛњНсЙЙМўЁЂЗЩЛњУЩЦЄХчЭшГЩаЭЁЂЗЩЛњЦ№ТфМмЕШЃЛЃЈ2ЃЉЗчЕчСьгђЃЌЗчЕчГнТжЕШЃЛЃЈ3ЃЉЦћГЕСьгђЃЌЗЂЖЏЛњВПМўЃЈЧњТжжс+СЌИЫ+ЭЙТжжс+ЦјУХЕЏЛЩЃЉЁЂБфЫйЯфВПМўЃЈГнТжРрЃЉЁЂаќЙвВПМўЃЈХЄСІСК+ЮШЖЈИЫ+Тна§ЕЏЛЩЃЉЁЂКѓЧХГнТжЯфЕШЃЛЃЈ4ЃЉДЌВАСьгђЃЌПЧЬхКИЗьЃЌЗЂЖЏЛњСЌИЫЁЂЧњжсЕШЃЛЃЈ5ЃЉЙЄГЬЛњаЕЃЌЭкЛњжЇжиТжТжЬхЁЂжиаЭГнТжЁЂЗЇЬхЁЂИзЬхЕШЃЛЃЈ6ЃЉвНСЦгыШЫЬхжВШыЮяЃЛЃЈ7ЃЉЛњЦїШЫСьгђЃЌШсТжЕШЁЃ
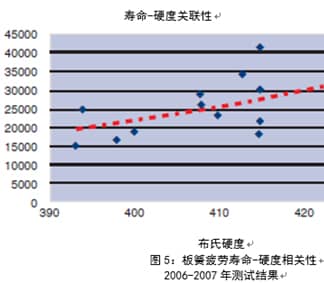
в§бдБОЮФНщЩмСЫХчЭшгХЛЏбаОПЕФГѕВННсЙћЃЌИУбаОПЕФзюжеФПЕФЪЧИФНјХчЭшЙЄвеКЭАхЁќЛЩЕФФЭОУадЁЃИУЯюФПЩаЮДЭъЁіГЩЃЌЕЋвбОгаСЫБІЙѓЕФОбщНЬЁібЕЃЌБОЮФНЋжиЕуНщЩметаЉОбщНЬбЕЁЃАхЛЩВФЁєСЯЮЊAISI 5160ИжЃЌУћвхЩЯЮЊ1%CrЃЌ0.6%CИжЃЌЭЈГЃгУгкЕЏЁЬЛЩЁЃдкХчЭшЧАЕФжЦдьЙ§ГЬжаЃЌЖдИжНјааДуІЦЛ№КЭЛиЛ№ЃЌвдДяЕН380-420 BHNЗЖЮЇФкЕФгВЖШЁЃАДеежЦдьЩЬЕФЙпР§ЃЌЕЏЛЩЦЌеХНєУцЕФХчЭшДІРэЪЧжЦдьЫГађЕФзюКѓвЛВНЁЃзїЮЊжЪСППижЦДыЪЉЃЌжЦдьЩЬЕФзіЗЈЪЧЖдДгЩњВњдЫаажаШЁбљЕФЕЅХњАхЛЩНјааЦЃРЭЪйУќЪдбщЁЃБОбаОПЕФЛљБОЖЏЛњЪЧШЗЖЈгАЯьЦЃРЭЪйУќНсЙћЕФвђЫиЃЌВЂзХблгкПЩФмЬсИпЕЏЛЩадФмЕФЧБдкЙЄвеИФНјЁЃетЭъШЋЪЧгЩжЦдьЈшЩЬжїЖЏЬсГіЕФЃЌвђЮЊУЛгаШЮКЮВњЦЗЯпГіЯжЯжГЁЙЪеЯЮЪЬтЁљЕФБЈИцМЃЯѓЁЃЯжгаХчЭшЙЄвеЕФЁљЬиеїХзЭшЛњвд6-7CЕФАЂЖћУХЧПЖШЃЌЪЙгУЁсжаЕШгВЖШS390ж§ИжЭшЃЌЖдЕЏЛЩЦЌЕФеХНєУцНјааХчЭшДІРэЃЌДяЕНХчЭшЩшБИвЛДЮбЛЗЫљДяЕНЁдЕФзюаЁЭъШЋЃЈ100%ЃЉИВИЧТЪЁЃИљОнзїепЕФЙлВьЃЌАЂЖћУХБЅКЭЪЧдкЕквЛДЮбЛЗФкДяЕНЁЃЖрДЮХчЈЭшКѓЃЌЮДЙлВьЕНАЂЖћУХЛЁИпЖШдіМгЁЃЭЈЙ§ЪЙгУ10БЖЗХДѓОЕНјааЯжГЁжБНгЙлВь/МьВщЃЌВЂЫцКѓЭЈЙ§ИќДѓЗХДѓБЖЪ§ЕФЯдЮЂОЕЙлВьНјаабщжЄЃЌдквЛИіЙ§ГЬжаЃЌЕЏЛЩвЖЦЌвВЪЕЯжСЫЭъШЋИВИЧЁЃХзЭшЈЫйЖШКЭДЋЫЭДјЫйЖШВЛПЩБфЃЌвђДЫЃЌдкИУЙ§ГЬжаЪЧЙЬЖЈЕФЁЃжЦдьЩЬМШУЛгагУгкПижЦЕЏЭшГпДчЕФЩИбЁЦїЃЌвВУЛгагУгкПижЦЕЏЭшаЮзДЕФЁЧТна§ЛЌПщЕШЩшБИЁЃЕЏЭшЮЌЛЄЪЕМљНіАќРЈУПИєвЛЖЮЪБМфЬэМгаТЉЕЏЭшЃЌвдВЙГЅХчЭшЙ§ГЬжаЕЏЭшЕФЦЦЫщЫ№ЪЇЁЃДгЙ§ГЬЕЏЭшЕФЭтЙлПЩвдУїЯдПДГіЃЌШБЗІ eЕЏЭшЮЌЛЄЃЌетПЩвдЭЈЙ§ШтблЙлЁіВьЕНЕФПХСЃДѓаЁКЭаЮзДЕФБфЛЏРДжЄУїЁЃИљОнAMS-S-13165ЕФвЊЧѓЃЌЭЈЙ§ЁЛБъзМЩИRoTapВтЪдКЭЯдЮЂОЕЗжЮіЃЌРДШЗЖЈжЦдьЩЬЯжГЁЪЙгУЕФвдМАЯжгааТЕЏЭшЕФПХСЃДѓаЁЗжВМЁЃЯТБэСаГіСЫЪЙгУжаМАаТЕЏЭшЕФRoTapЩИбЁНсЙћЁЃНсЙћгыAMS-S-13165вЊЧѓжЎМфЕФВювьвдКьЩЋЭЛГіЯдЪОЁЃПЩвдПДГіЃЌаТЕЏЭшЕФГпДчЗжВМЗћКЯвЊЧѓЃЌ14ФПЩИЭјЩЯБЃСєЕФДжПХСЃЪ§СПТдЖрЁЃСэЭтЃЌГпДчЁњЗжВМдквЊЧѓЗЖЮЇФкЁЃСэвЛЗНУцЃЌЙ§ГЬЕЏЭшЯдЪОГіУїЯдЕФЯИЕЏЭшПХСЃЦЋВюЁЃДњБэЁњадЕЏЭшбљЦЗЕФееЦЌЃЈЗХДѓ10БЖЃЉШчЭМ1ЕФВхЭМЫљЪОЁЃВЛНіЙ§ГЬЕЏЭшжаДцдкЙ§ЖрЕФІЗ ЯИПХСЃЃЌЦфжаКмЂйДѓвЛВПЗжЯдШЛЪЧПХСЃЦЦСбЕФНсЙћЁЃШчЧАЫљЪіЃЌаТЕЏЭшжагаПЩНгЪмЪ§СПЕФВювьПХСЃЃЌЖјЙ§ГЬЕЏЭшжагаЙ§ЖрЪ§СПЕФЈLВювьПХСЃЁЃДгетвЛжЄОнжаКмШнвзЭЦЖЯГіЃЌгЩгкШБЗІЈyЩИбЁЦїКЭ/ЛђаЮзДПижЦзАжУЃЌЪЙЕУВювьЕЏЭшКЭСгЛЏЕЏЭшЕУвдБЃСєЃЌдкЙЄЈшвежаМЬајЪЙгУЁЃгУЙ§ГЬЕЏЭшХчЭшКѓЕФбљЦЗБэУцЮЦРэБШЪЙгУаТЕЏЭшХчЭшКѓЕФбљЦЗБэУцЮЦРэИќВЛЙцдђЁЃаТЕЏЭшХчЭшБэУцБШЙ§ГЬЕЏЭшХчЭшБэУцОпгаИќЖрЙцдђаЮзДКЭЙтЛЌЕФГхЛїбЙКлЁЃБэУцЮЦРэЕФВювьКмШнвзБЛНтЪЭЮЊЪЧгЩгкВхЭМжаЭЛГіЯдЪОЕФПХСЃГпДчЗжВМКЭВювьПХСЃЪ§ЁяСПЕФВЛЭЌдьГЩЕФЁЃВЛНіБэУцЭтЙлВЛЭЌЃЌЦЃРЭЪдбщКѓЃЌЪЙгУЙ§ГЬЕЏЭшХчЁЦЭшЕФбљЦЗдкжїЖЯПкИННќгааэЖрЖўДЮСбЮЦЃЈЭМ1жаЕФЁјКьЩЋМ§ЭЗЃЉЁЃОаТЕЏЭшХчЭшДІРэЕФбљЦЗГ§жїЦЃРЭСбЮЦЭтЃЌЮоЦфЫћСбЁїЮЦЁЃЖдгкЁПВЩгУаТЕЏЭшХчЭшЕФбљЦЗЃЌЦЃРЭЪйУќвВгаДѓдМ50%ЕФВювьЁЃДѓСПЖўДЮЦЃРЭСбЮЦЁЙЭЈГЃБэЪОДцдкЯрЖдНЯИпЕФбЛЗгІСІЛђБэУцЫ№ЩЫЁЃДгТпМЩЯНВЃЌдкБОАИР§жаЃЌетЪЧЙ§ГЬЕЏЭшЕФБэУцЫ№ЩЫЮЪЬтЃЌвђЮЊаТЕЏЭшдкХчЭшКѓВЛЛсВњЩњЖўДЮСбЮЦЁЃСНИібљЦЗдкЯрЭЌЕФИКдиЬѕМўЯТНјааВтЪдЁЃЭМ1ЃКЙ§ГЬЕЏЭшЃЈзѓЃЉКЭаТЕЏЭшЃЈгвЃЉХчЭшКѓЕФБэУцЁЃВхЭМЯдЪОЕЏЭшбљЦЗЁЃКьЕуБэЪОаЮзДВЛЭЌЕФЁКПХСЃЁЃЭМ2ЃКХчЭшБэУцЕФЮЂжиЕўКЭЁЉЮЂСбЮЦЃЈзѓSEMееЦЌЃЉвдМАгыЮЂСбЮЦЯрЙиЕФЦЃРЭЦ№дДЃЈгвSEMееЦЌЃЉЭМ3ЃКН№ЯрНиЁМУцЭМЃЌЯдЪОХчЭшБэУцЮЂЁђжиЕўЃЈзѓЭМЃЉКЭЮЂСбЮЦЃЈгвЭМЃЉВњЩњЕФЦЃРЭСбЮЦЭЈЙ§ЦЃРЭЦ№дДЧјгђЕФЩЈУшЕчзгЯдЮЂЉIЁЁОЕЙлВьКЭН№ЯрЧаЦЌНвЪОСЫЙ§ГЬЕЏЭшХчЭшКѓЕФБэУцЫ№ЩЫЕФЈНјвЛВНжЄОнЁЃШчЭМ2КЭЭМ3ЫљЪОЃЌЦЃРЭЦ№дДгыХчЭшБэУцЩЯЕФЮЂжиЕўКЭЮЂСбЮЦгаЙиЁЃдкЪЙгУаТЕЏЭшХчЭшЕФбљЦЗБэУцЩЯВњЩњЕФЦЃРЭСбЮЦЮДЯдЪОГігыРрЁбЫЦШБЯнЯрЙиЕФжЄОнЁЃЯТвЛНкНЋНјвЛВНЬжТлЦЃРЭааЮЊЁЃЮЌЛЄВЛМбЕФЙ§ГЬЕЏЭшЛсНЕЕЭЦЃРЭЪйУќЕФЦфЫћжЄОнЬхЯждкБэУцВужаВњЩњЕФВагргІСІЩЯЁЃЭМ4ЯдЪОСЫЭЈЙ§XЩфЯпІЦЁЁбмЩфЗжЮіДгЙ§ГЬЕЏЭшМАаТЕЏЭшХчЭшКѓЕФбљЦЗжаЛёЕУЕФВагргІСІЩюЖШЗжВМЁЃКмШнвзПДГіЃЌЙ§ГЬЁёЕЏЭшХчЭшКѓЕФбљЦЗБэУцКЭНќБэУцЕФбЙгІСІДѓаЁдЖаЁгкаТЕЏЭшХчЭшКѓЕФбљЦЗЃЌЩюЖШдМЮЊБэЁтУцЯТ0.015гЂДчЁЃгЩгкЗхжЕПэЖШ-ЩюЖШЗжВМЁОЕФЯрЫЦадЃЌЭЦЖЯЙ§ГЬЕЏЭшжаЁННЯДѓГпДчЕФПХСЃдкВњЩњЩюВуВагргІСІЗНУцеМжїЕМЕиЮЛЃЌЖјНЯЯИЁїКЭБфаЮЕФПХСЃдкгеЗЂБэУцЫ№ЩЫЗНУцеМжїЕМЕиЮЛЃЌЕМжТЦЃРЭЪйУќНЕЕЭЁЃЦЃРЭЪйУќЗжЮізїепЗжЮіСЫЕЏЛЩжЦдьЩЬ2006ФъКЭ2007ФъЦљНёЮЊжЙЕФЫљгаЦЃРЭЪйУќНсЙћЁЃШчЧАЫљЪіЃЌзїепЖд2006ФъЕФвЛаЉбљЦЗНјааСЫМьВщЃЌЗЂЯждкЪЙгУЮЌЛЄНЯВюЕЏЭшгыаТЕЏЭшХчЭшКѓЕФбљЦЗжаЃЌДцдкИќЖрБэУцЮЂжиЕўКЭЦфЫћХчЭшБэУцЫ№ЩЫЁѕЕФжЄОнЁЃгЩДЫЭЦЖЯЃЌгУЙ§ГЬЕЏЭшЁгХчЭшКѓЕФбљЦЗжаЃЌБэУцЫ№ЩЫЕФЗЂЩњТЪНЯИпЃЌетЪЧЁ№ЙлВьЕНЕФНЯЕЭЦЃРЭЪйУќЕФдвђЁЃДЫЭтЃЌзїепЛГвЩХчЭшЧПЖШКЭИВИЧТЪЙ§ДѓвВПЩФмЕМжТЁЉЕЭЦЃРЭЪйУќЁЃвђДЫЃЌдкЭтВПдДЯТвдНЯЕЭЧПЖШЃЈ12AЃЉКЭЁоЪмПиИВИЧТЪЖдвЛаЉбљЦЗНјааХчЭшДІРэЁЃетаЉбљБОЕФЪйУќНсЙћШЗЪЕБШ2006ФъбљБОЕФЪйІяУќНсЙћвЊДѓЃЌЕЋИФЩЦЕФЗљЖШШДаЁЕУСюШЫЪЇЭћЁЃИќСюШЫЪЇЭћЕФЪЧЃЌ2007ФъХчЭшКЭВтЪдЕФЃР бљЦЗЯдЪОГіБШдкСМКУПижЦЬѕМўЯТХчЭшЕФбљЦЗЩдГЄЕФЦЃРЭЪйУќЁЃДгПЩгУЦЃРЭЪйУќНсЙћЕФЙлВьгажњгкНтЪЭдкЦфЫћЗНУцФбвдКЯРэЛЏКЭСюШЫЪЇЭћЕФЦЃРЭНсЙћЁЃбљЦЗжЎМфЕФгВЖШДцдкВювьЃЌетаЉВювьЕМжТЪйУќВЛЭЌЃЌШчЭМ5ЫљЪОЕФЧїЪЦЁОЫљЪОЁЃЫцзХгВЖШЕФдіМгЃЌЙлВьЕНЕФЪйУќИќГЄЁЃетжжЧїЪЦжЛФмВПЗжНтЪЭЈбљЦЗжЎМфЕФЪйУќВювьЃЛШЛЖјЃЌетжжЁггАЯьЖдЛљгкБэУцЬѕМўВювьЕФНсЙћНтЪЭВњЁгЩњСЫЛьЯ§гАЯьЁЃПЩвдЖдНсЙћНјааЛљгкгВЖШЕФЙщвЛЛЏЃЌвдЁМИФНјЪйУќБШНЯЃЛШЛЖјЃЌетЁіБЛШЯЮЊЪЧЭНРЭЕФЃЌвђЮЊДцдкИќДѓЕФЛьЯ§гАЯьЁЃетВЛЪЧФЧУДШнвзНтЁєОіЕФЁЃЕБЧАЕїВщжаЕФбљЦЗдкЯрЕБИпЕФгІСІЫЎЦНЯТНјааСЫВтЪдЃЌвђДЫЃЌЪйУќВювьдке§ГЃЦЃРЭЗжЩЂЕФЁАФрНЌЁБжаБЛбкИЧЃЌжСЩйЪЧЦЃРЭЪйУќЕФСНБЖЛђИќЖрЁЃЭМ6ЫљЪОАхЛЩЕФРњЪЗЦЃРЭS-NЧњЯпЃЈВЮМћЖдЭМБъЬтжаЕФВЮПМЃЉгУгкЫЕУїетжжгАЯьЁЃзїепдкДЫЭМЩЯЗХжУСЫКьЩЋащЯпдВШІЃЌвдБэЪОЕБЧАЕїВщЕФВтЪдНсЙћЁЃПЩвдПДГіЃЌЕБЧАНсЙћЕФЧјгђдкгкS-NааЮЊЕФЪеСВЧјгђЈЁЃгЩДЫЕУГіЕФвЛИіЗЧГЃживЊЕФЭЦТлЪЧЃЌГ§ЗЧВтЪдСЫЭГМЦЩЯДѓЁтСПЕФбљЦЗЃЌЗёдђЭЈГЃдЄЦкЕФЦЃРЭЪйУќЗжЈшЩЂЃЈЯЕЪ§2-5ЃЉВЛПЩФмдЪаэдкБэУцДІРэжЎМфНјааЧјЗжЁЃЕБШЛЃЌФПЧАВтЪдЕФУПЁржжЧщПіЯТЕФвЛСНИібљЦЗВЂВЛДњБэЭГМЦЩЯЕФДѓСПЪ§ОнЁЃСэвЛЈжжВтЪдЗНЗЈЪЧдкНЯЕЭЕФгІСІЫЎЦНЯТНјааВтЪдЃЌдкНЯЕЭЕФгІСІЫЎЦНЯТЃЌЦЃЈKРЭЪйУќЕФНЯДѓВювьПЩФмЛсЕМжТБэУцДІРэжЎМфЕФВювьЁЃдкБОДЮЕїВщЗЖЮЇФкЃЌЮоТлЪЧЖдДѓСПбљЦЗНјааВтЪдЃЌЛЙЪЧдкЕЭЕУЖрЕФгІСІЫЎЄзЦНЯТНјааВтЪдЃЌдкОМУЩЯЖМВЛПЩааЁЃЪдбщзАжУЕФЙЬЖЈбЛЗЪдбщЦЕТЪЮЊ0.5 HzЁЃвђДЫЃЌВтЪдЃЈАќРЈЩшжУЃЉЕФЕфаЭГжЈ}ајЪБМфдМЮЊвЛЬьЁЃЮоТлЪЧдкетЖЮЪБМфФкНјааДѓСПДЫРрЪдбщЃЌЛЙЪЧдкНЯЕЭЕФбЙСІЫЎЦНЯТНјааЪдбщЃЌвдЛёЕУЈЪЎБЖЕФЪйУќЃЌЖМБЛШЯЮЊдкОМУЩЯЈwВЛПЩааЁЃвђДЫЃЌЗХЦњСЫЪдЭМЭЈЙ§ЦЃРЭЪйУќЪдбщНсЈuЙћРДгХЛЏХчЭшВЮЪ§ЕФЯыЗЈЁЃПЩФмВЩгУбљЦЗЁіВтЪдЖјЗЧзщМўВтЪдЗНЗЈЃЌЕЋдкЕїВщЕФЯожЦЗЖЮЇФкЃЌетдкОМУЩЯвВЪЧВЛЉПЩааЕФЁЃХчЭшВЮЪ§баОПНјвЛВНбаОПСЫХчЭшЧПЖШЁЂИВИЧТЪКЭЕЏЭш eГпДчЖдАхЛЩВФСЯбЙЫѕВагргІСІДѓаЁКЭБэУцДжВкЖШЕФгАЯьЁЃЯТБэЯдЪОСЫЫљбЁВЮЪ§ЕФзщКЯКЭжЕЁЃБэУцДжВкЖШЪ§ОнЛузмдкЭМ7жаЃЌИУЭМЮЊЫљгУИїжжЧПЖШКЭЕЏЭшГпДчЕФБэУцДжВкЖШгыИВИЧТЪЕФЧњЯпЭМЁЃЪ§ОнЯдЪОЃЌЖдгкИјЖЈЧПЖШКЭЕЏЭшГпДчЃЈМДЃЌБэУцДжВкЖШЃЉЃЌЫцзХИВИЧТЪЁЛЕФдіМгЃЌИВИЧТЪДг80%діМгЕН100%ЕН200%ЃЌБэУцДжВкЖШЭЈГЃЛсГіЯжЧсЮЂЯТНЕЕФЧїЪЦЁЃЯдШЛЃЌаэЖрЮЛжУВЛЖЯдіМгЕФЁЛжиИДзВЛїДЮЪ§гажњгкЁАбЙЦНЁББэУцЯИНкЃЌОЁЙмЖдДжВкЖШЕФгАЯьБЛШЯЮЊЪЧЪЪЖШЕФЁЃдкИјЂйЖЈЧПЖШЯТЃЌЕЏЭшГпДчЖдЁњДжВкЖШЕФгАЯьгыдЄЦкЯрЗДЁЃЖдгкИјЖЈЕФЧПЖШЃЌИљОнЮяРэвЊЧѓЁљЃЌНЯаЁЕФПХСЃБиаыВњЩњНЯЩюЕФбЙКлЃЌВХФмгыНЯДѓЕФПХСЃВњЩњЯрЭЌЕФЧПЖШЃЌДгЖјВњЩњЯрЭЌЕФаЇЙћЃЌвђДЫДгТпМЩЯНВЃЌПЩвдЦкЭћИќДѓЕФЈzДжВкЖШЁЃЛЦЩЋКЭЩюРЖЩЋЧњЯпЃЈДњБэМИКѕЯрЭЌЧПЁэЖШЃЈ9.6КЭ10.4AЃЉЃЉЕФЮЛжУжЎМфЕФБШНЯБэУїЃЌНЯаЁЁаЁЁЕФЕЏЭшЃЈS330ЃЉВњЩњЕФБэУцБШНЯДѓЕФЕЏЭшЃЈS460ЃЉВњЩњЕФБэУцИќЦНЛЌЁЃЭЌбљЃЌДњБэМИКѕЯрЭЌЧПЖШЃЈ5.6КЭ5.9CЃЉЕФССРЖЩЋКЭзЯЩЋЧњЯпЕФБШНЯдйДЮБэУїЃЌНЯаЁЕФЕЏЭшЃЈS330ЃЉБШНЯДѓЕФЕЏЭшЃЈS550ЃЉВњЩњЕФДжВкЖШаЁЕУЁюЖрЁЃЦцЙжЕФЪЧЃЌгыНЯДѓЛђНЯаЁЕФЕЏЭшЃЈФГаЉЧщПіЁЧЯТЮЊЛьКЯЕЏЭшЃЉЯрБШЃЌЧПЖШЯрЕБЃЈ6.5CЃЉЕФжаЕШДѓаЁЕЏЭшЃЈS460ЃЉВњЩњЕФДжВкЖШИќЕЭЁсЁЃВЛТлЁјЕЏЭшДѓаЁЃЌЧПЖШЕФгАЯьвВЪЧВЮВюВЛЦыЁЃдкетРяЃЌвВаэВЂВЛЦцЙжЈЃЌЖдгкНЯДѓЧПЖШжЎвЛЃЈ5.9CЃЌзЯЩЋЧњЯпЃЉЃЌОРњСЫзюДѓДжВкЖШЃЌШЛЖјСюШЫОЊбШЕФЪЧЃЌжаЕШЧПЖШЃЈ13AЃЌзиЩЋЧњЯпЃЉЕФДжВкЖШзюаЁЁЃзїепЯђЖСепБЃжЄЃЌДЫДІеЙЪОЕФХчЭшЪдбщЪЧдкМЦЫуЛњМрПиКЭПижЦЬѕМўЯТЗЧГЃзаЯИЕиНјааЕФЃЌВЂЕУЕНСЫЪЪЕБЕФАЂЖћУХБЅКЭЖШКЭЈИВИЧТЪВтЖЈвдМАДПЕЏЭшЕФжЇГжЁЃдкДѓЈЖрЪ§ЧщПіЯТЃЌХчЭшВњЩњЕФБэУцВагргІЁНСІЕФДѓаЁБШБэУцДжВкЖШИќжиЁђвЊЃЌЛђепЃЌШчЙћБиаыНЕЕЭДжВкЁтЖШЃЌПЩФмашвЊЩйСПШЅГ§ХчЭшКѓЕФН№ЪєЁЃЪТЪЕЩЯЃЌетжжВФСЯШЅГ§вВПЩФмЁМШЅГ§ХчЭшв§Ц№ЕФЮЂжиЕўЃЌВЂЬсИпЦЃРЭадФмЁЃвђДЫЃЌШчЙћвЊдкВаЈKгргІСІгыДжВкЖШжЎМфНјаабЁдёЃЌдђгІбЁдёВњЩњзюДѓВагргІСІЕФХчЭшДІРэЃЌШЛКѓдкБивЊЪБвРППЪЪЕБЕФХчЭшКѓБэУцДІРэРДЪЕЯжЫљашЕФБэУцЙтНрЖШЁЃШчЭМ8змНсСЫгЩХчЭшЪдбщВњЩњЕФБэУцВагргІСІЁЃЫфШЛВЂЗЧдкЫљгаЧщПіЯТЖМЧхЮњПЩМћЃЌЕЋНЯЕЭЧПЖШЕФХчЭшгаРћгкЛёЕУНЯДѓЕФБэУцВагргІСІЁЃгаШЄЕФЪЧЃЌЪЙгУВЮЪ§ЃЌ13AЧПЖШКЭS550ЕЏЭшНјааХчЭшЪБЃЌВагргІСІЕФДѓаЁзюМбЃЌетвВВњЩњСЫзюЕЭЕФБэУцДжВкЖШЁЃЕЏЭшГпДчЕФгАЯьІчЭЈГЃЪЧЛьКЯЕФЃЌЖјМИКѕЫљгаЧщПіЯТЕФИВИЧаЇЙћЖМЯдЪОГіЫцзХИВИЧТЪЕФдіМгЃЌВагргІСІІиЁЁДѓаЁгаЪЪЖШЕФИФЩЦЧїЪЦЁЃеЊвЊКЭНЈвщетЯюбаОПБэУїЃЌЭЈЙ§дЪМЙЄвеХчЭшЕФАхЛЩЕФЦЃРЭЁЦЪдбщЪйУќжївЊгЩХчЭшШБЯнЃЈМДЮЂжиЕўКЭЁНЮЂСбЮЦЃЉв§Ц№ЕФЦЃРЭСбЮЦУШЩњОіЁКЖЈЁЃетаЉШБЯнжївЊЪЧгЩгкЪЙгУЮЌЛЄНЯВюЕФЕЏЭшНјЁПааХчЭшЃЌИУЕЏЭшКЌгаДѓСПЦЦЫщКЭбЧГпДчПХСЃЁЃжЦдьЩЬЕФЦЃРЭЪйУќНсЙћЫЦКѕЪмЕНВФСЯгВЖШЕФгАЯьЃЌвђДЫе§ГЃЩњВњЗЖЮЇФкЕФгВЖШдНДѓЃЌЦЃРЭЪйУќдНГЄЁЃДЫЭтЃЌгаЙиАхЛЩЦЃРЭЕФРњЪЗЪ§ОнЛЙБэУїЃЌЦЃРЭЪдбщжЦЖШДІгквЛИіЮоЗЈКмКУЧјЗжЙ§ГЬЖдЦЃРЭЪйУќгАЯьЕФЫЎЦНЁЃОМУвђЫизшжЙСЫКѓвЛИіЮЪЬтЕФОРе§ЃЌВЂЧвЛЙУЛгаНјааНјвЛВНЕФЦЃРЭЁјВтЪдЁЃНјааСЫЖюЭтЕФХчЭшЪдбщвдбаОПЕЏЭшГпДчЁЂХчЭшЧПЖШЁЉКЭИВИЧТЪЖдБэУцДжВкЖШКЭБэУцВагргІСІЕФгАЯьЁЃНсЙћБэУїЃЌЫљбаОПЗЖЮЇФкЁгЕФжаЕШЧПЖШЃЌвдМАдкЫљбаОПЕФЗЖЮЇФкИќДѓЕФИВИЧТЪИќгаРћЁ№гкДжВкЖШКЭВагргІСІДѓаЁЃЌОЁЙмИВИЧТЪЕФгАЯьВЛДѓЁЃЕЏЭшГпДчЖдЫљбаОПЗЖЮЇЕФгАЯьЪЧЈЛьКЯЕФЁЃИљОнБОДЮбаОПНсЙћЯђАхЛЩжЦдьЩЬЬсГіЕФЙЄвеИФНјНЈвщШчЯТЃК? ЛёЕУгУгкЕЏЭшЮЌЛЄЕФІядкЯпЩИЗжЙІФмЃЌЛђЧаЛЛЕНВЛатИжЫПЧаЭшвдДѓДѓМѕЩйЕЏЭшПХСЃЦЦЫ№ЁЃ? НЋХчЈyЭшЧПЖШДг 6-7C ЩдЮЂНЕЕЭЕН 12-14AЁЃетвВгІИУгажњгкМѕЩйЕЏЭшЦЦЫ№ЁЃ? ИќИФЕЏЭшСїЫйКЭ/ЛђДЋЫЭЈДјЫйЖШвдШЗБЃИВИЧТЪдк 100-200% ЗЖЮЇФкЁЃАхЛЩжЦдьЩЬЪЕЪЉСЫЖрЯюИќИФЃЌАќРЈЪЙгУВЛатИжЫПЧаЭшЃЌНЋЦНОљЕЏЛЩгВЖШЬсЁОИпЃЌВЂдкХзЭЗЩЯЬэМгЫйЖШПижЦЦїЁЃЫцзХЪБМфЕФЭЦвЦНјвЛЁќВНЦЃРЭВтЪдгаЭћжЄУїЪйУќвцДІЁЃ

