ЛЖгРДЕНХЩЭІПЦММЪЕвЕгаЯоЙЋЫОЙйЭјЃЁ www.tribezaevents.com
 English
EnglishЙњМвИпаТММЪѕЦѓвЕ
ШЋЧђГЌ1000МвгУЛЇЕФгІгУЁњЪЕР§
ЕкШ§ЗНШЈЭўЛњЙЙМьВтШЯжЄ
КЯзїзЩбЏЈзЈЯпЃК135-8686-7057
змЛњзЩбЏШШЯпЃК0574-86168681
ЙњМвИпаТММЪѕЦѓвЕ
ШЋЧђГЌ1000МвгУЛЇЕФгІгУЁњЪЕР§
ЕкШ§ЗНШЈЭўЛњЙЙМьВтШЯжЄ
КЯзїзЩбЏЈзЈЯпЃК135-8686-7057
змЛњзЩбЏШШЯпЃК0574-86168681


 СЊЯЕЗНЪН
СЊЯЕЗНЪН
змВПзмЛњЁіШШЯпЃК0574-86168681
КЯзїзЩЁКбЏзЈЯпЃК135-8686-7057
гЪЯфЃКinfo@pting-tech.com
ЙЋЫОзмВПЃКеуН eЪЁФўВЈЪаДШЯЊБѕКЃОМУПЊЗЂЧј Н№КЃББШ§ТЗ2КХ
ББТибаЗЂЛљЕиЃКеуНЪЁФўВЈЪаББТиЧјаЁИлЁљНжЕРНЊМвсЎЙЄвЕЧј21КХ
ХчЩАЃЈЭшЃЉЙЄвеЃК
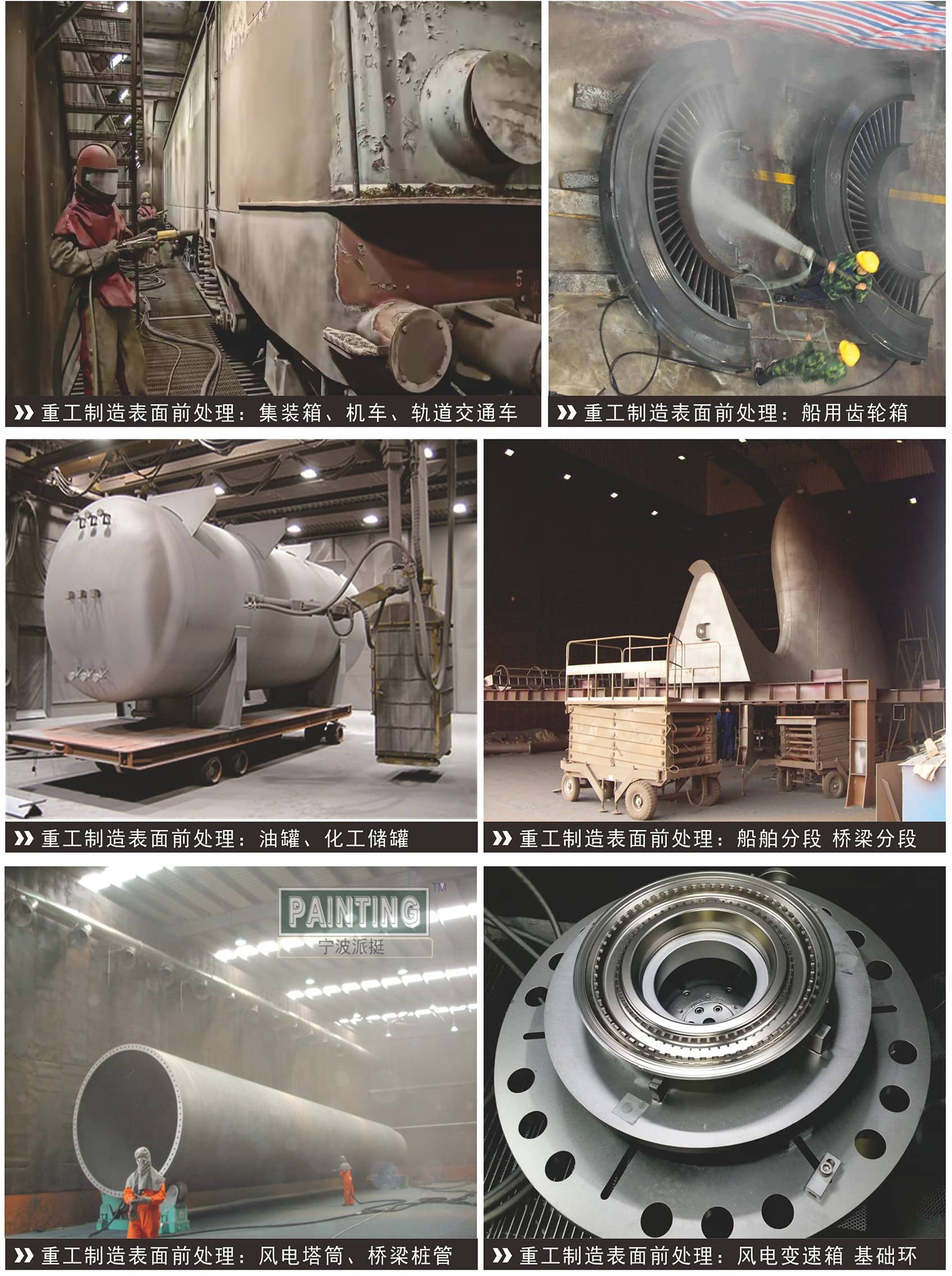
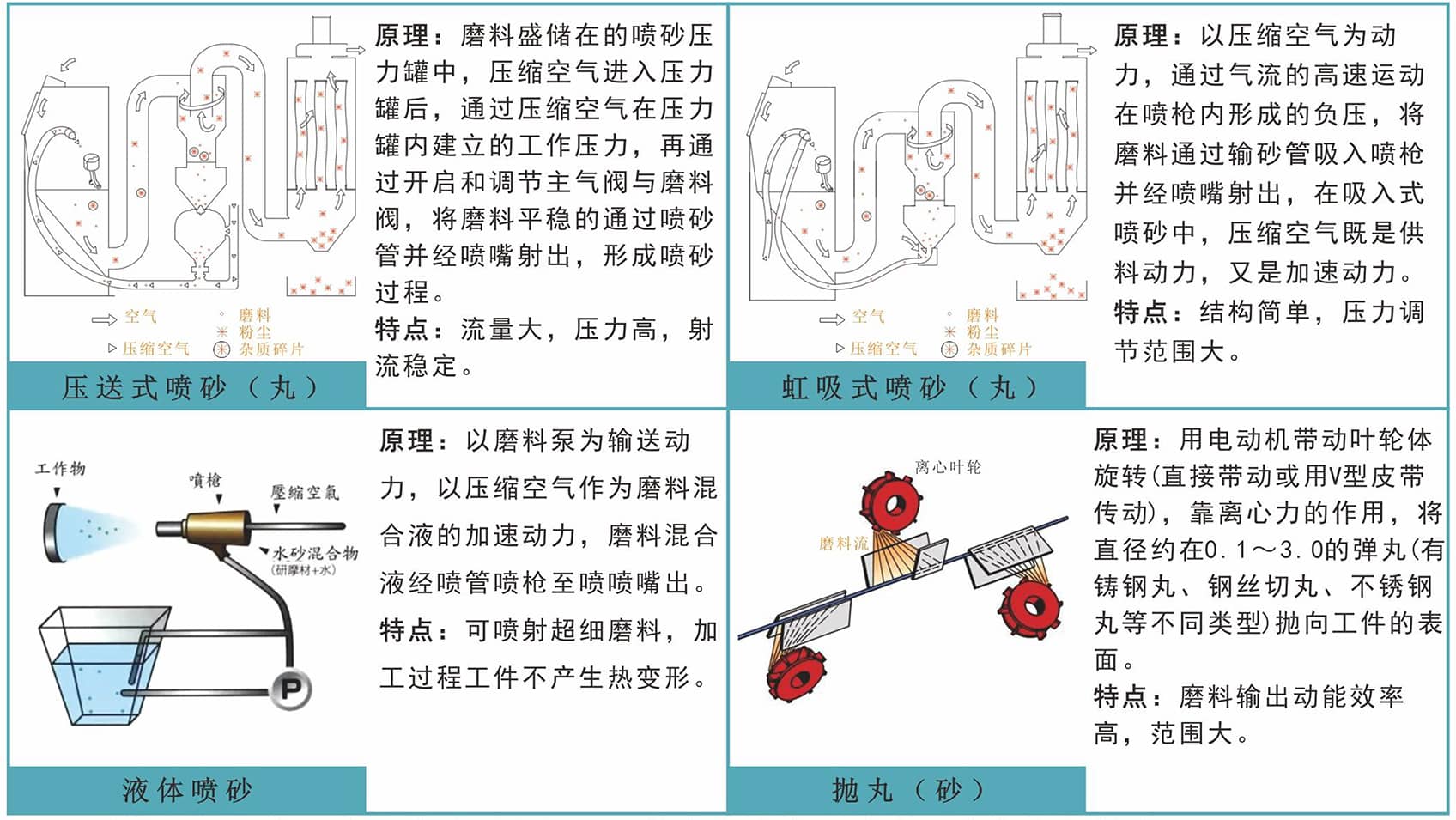
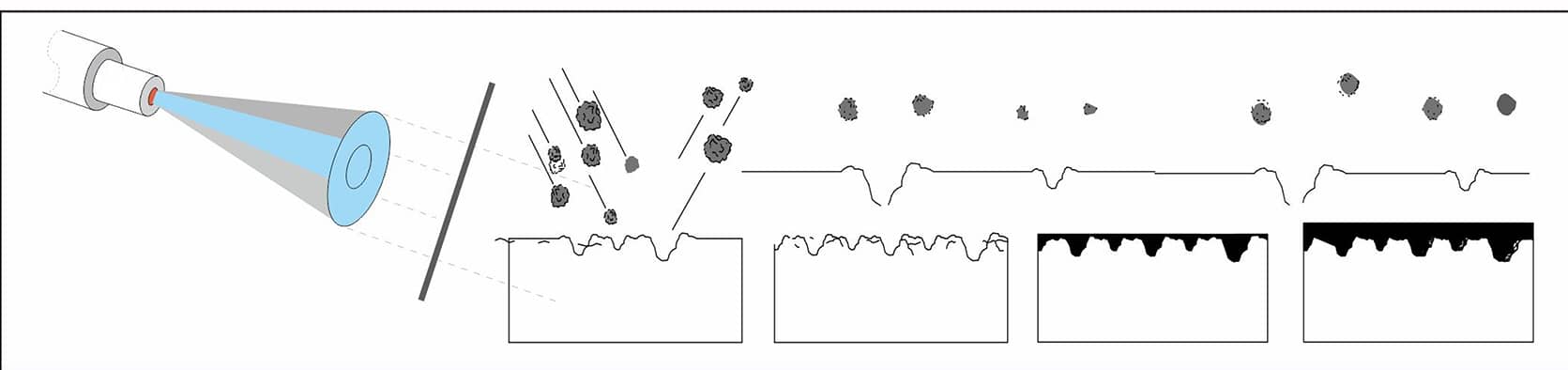
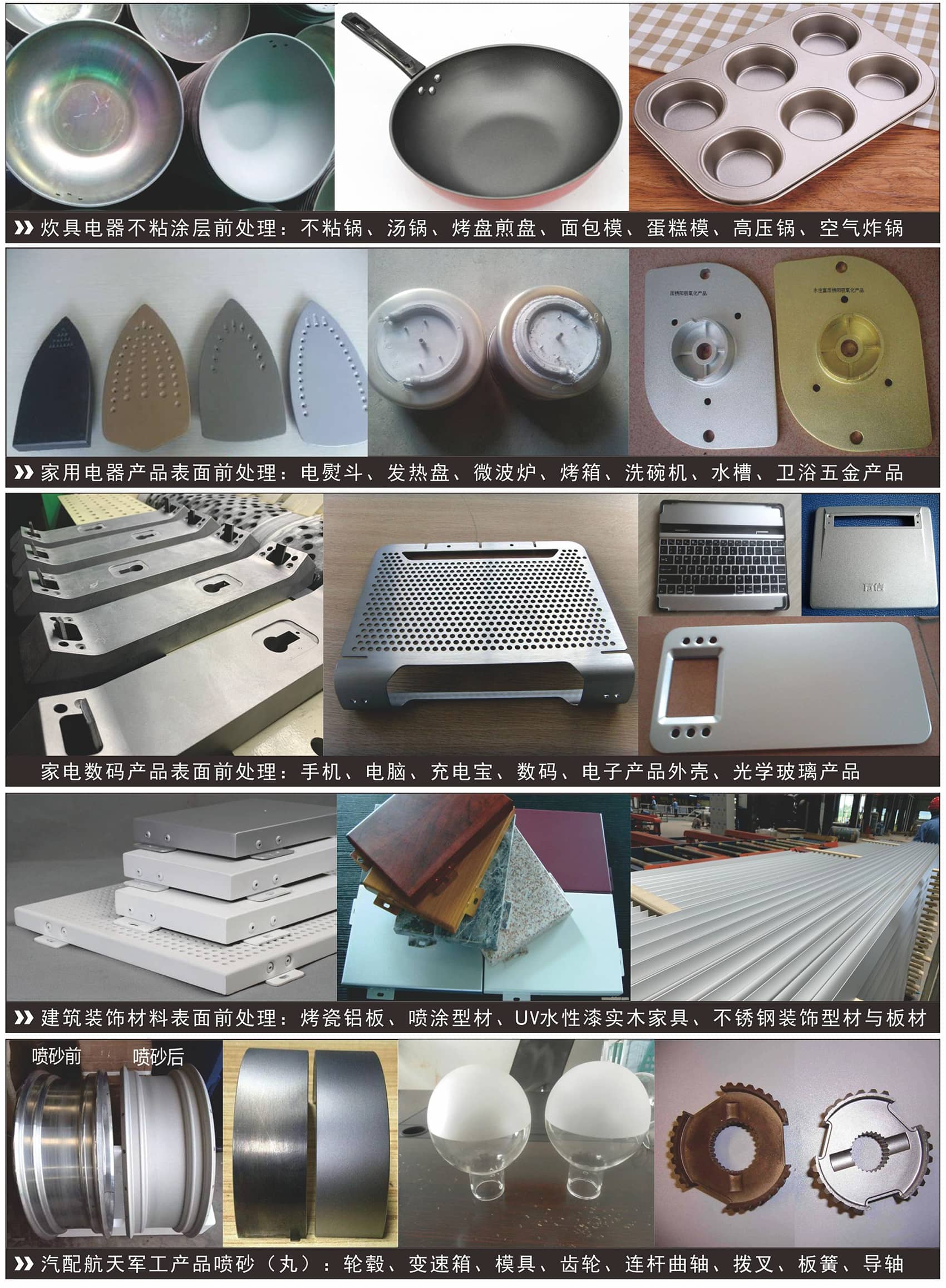
ХчЩАЃЈЭшЃЉЪЧвЛжжЛњаЕЪНБэУцЧАДІРэЗНЗЈЃЌРћгУИпЫйЩАСїЕФГхЛїзїгУЧхРэКЭДжЛЏЛљЬхБэУцЕФЙ§ ГЬЁЃВЩгУбЙЫѕПеЦјЮЊЖЏСІЃЌвдаЮГЩИпЫйХчЁПЩфЪјНЋФЅСЯЃЈН№ИеЩАЁЂЬњЩАЁЂВЛатИжЁбЩАЛђИїжжаЮзДгыВФжЪ ЕФФЅСЯЃЉИпЫйХчЩфЕНЙЄМўБэЁЉУцЃЌЪЙЙЄМўБэУцЕФЭтБэУцаЮзДЗЂЩњБфЛЏЃЌгЩФЅСЯЖдЙЄМўБэУцЕФГхЛїЁЂЧа ЯїКЭбаФЅЃЌЪЙЙЄМўЕФБэУцЛёЕУвЛЖЈЕФЧхНрЖШКЭВЛЭЌЕФДжВкЖШЃЌдіДѓЁтСЫЙЄМўБэУцЛ§ЃЌЪЙЙЄМўБэУцЕФЛњ аЕадФмЕУЕНИФЩЦЃЌЭЌЪБвВЬсИпСЫЙЄМўЕФПЙЦЃРЭадЃЌдіМгСЫЙЄМўКѓДІРэЭПВужЎМфЕФИНзХСІЃЌбгГЄСЫЭП ФЄЕФФЭОУадЃЌвВгаРћгкЭПСЯЕФСїЦНКЭзАЪЮадаЇЙћЬсЩ§ЁЃ

жиЙЄВњЦЗ